英语
英语 日语
日语 中文简体
中文简体 超音波ツーリングと超音波溶接ラインの設計方法
超音波プラスチック溶接機 工具の表面に損傷線がある場合、またはその形状が超音波プラスチック部品と多少異なる場合、超音波溶接中に超音波プラスチック部品の表面に傷が残ります。それを回避する方法は、超音波工具と超音波プラスチック部品の表面の間にフィルムを置くことです。
超音波プラスチック部品の接触面は、超音波溶接面よりも少なくとも大きくし、超音波溶接位置を可能な限り揃える必要があります。超音波溶接ヘッドの接触面が小さすぎると、損傷や変形が大きくなり、超音波溶接効果が不十分になります。
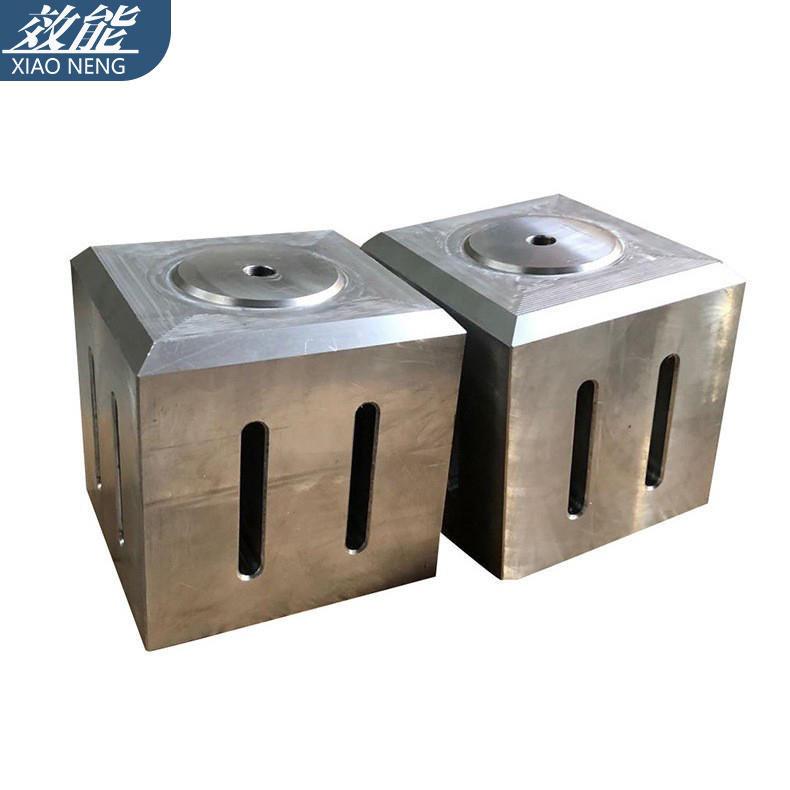
射出部品は任意の形状に設計できますが、超音波工具を任意に作成することはできません。形状と長さは、超音波ホーンの周波数や振幅などのパラメータに影響を与える可能性があります。超音波工具の設計には、基準面、つまり、ワークピースの周波数に応じて決定される基準周波数面が必要です。基準周波数面は一般に溶接ヘッドの表面の70%以上を占めるため、射出成形部品の表面の突起の形状は、プラスチック全体よりも小さく、次に30%にすることが好ましい。プラスチック部品の滑らかなアーク遷移表面のために、この標準は適切に緩和することができます。また、突出位置は、超音波プラスチック部品の可能な限り中央に配置するか、対称的に設計する必要があります。
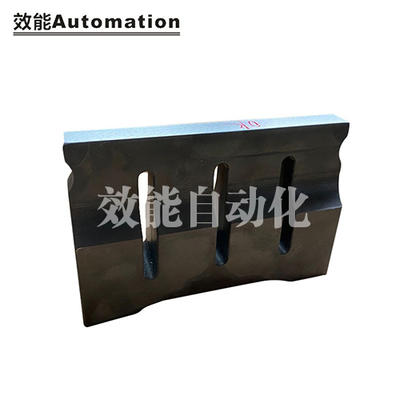
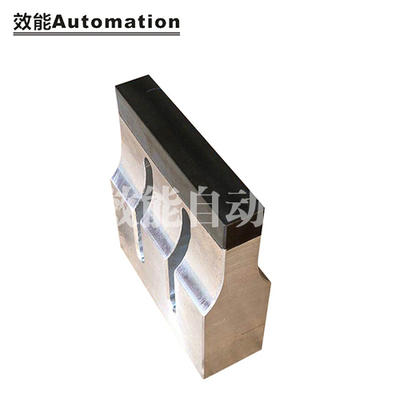
溶接線は、超音波の直接作用によって溶ける部分であり、その基本的な2つの設計方法です。
①カットデザイン
②エネルギーオリエンテーション
他のすべてのバリエーションは、タイプまたはハイブリッドタイプのいずれかに分類できます。