英语
英语 日语
日语 中文简体
中文简体 超音波プラスチック溶着機 works: 波動の正しい物理的定義は、物体の振動伝達が波動を形成することです。このような波の形成には、2 つの条件が必要です。1 つは振動源であり、もう 1 つは伝搬媒体です。波動の分類は、一般的に次のように分類されます。まず、振動方向と伝播方向によって分類されます。振動の方向が伝搬方向と垂直な場合、せん断波と呼ばれます。振動方向が伝播方向と一致する場合、それは縦波と呼ばれます。次に、周波数分類によると、人間の耳の敏感な可聴範囲は 20HZ ~ 20000HZ であることがわかっているため、この範囲内の波は音波と呼ばれます。この範囲より下の波は低周波音と呼ばれ、この範囲より上の波は超音波と呼ばれます。
物体中の波の伝播は主に次のパラメータを持っています.1つは速度V、もう1つは周波数F、そして3つ目は波長λです。 3 つの関係は次のとおりです。V=F.λ。同じ物質内の波の伝播速度は一定であるため、周波数が異なれば波長も異なります。また、物体内の波動伝搬には常に減衰があることも考慮する必要があります。伝搬距離が長いほど、エネルギーの減衰が激しくなり、超音波処理でも考慮されます。
1.プラスチック加工における超音波の適用原理:プラスチック加工に使用される超音波には、15KHZ、18KHZ、20KHZ、および40KHZのいくつかの動作周波数があります。原理は、縦波の山位置を利用して、振幅をプラスチック部品のギャップに伝達することです。圧力の条件下で、2つのプラスチック部品またはプラスチック部品と接触している他の部品の分子が互いに衝突して溶融し、接触位置のプラスチックが溶融して処理目的を達成します。
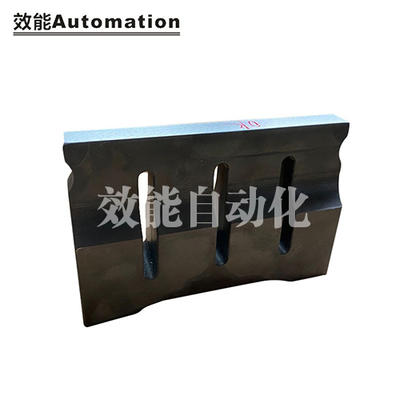
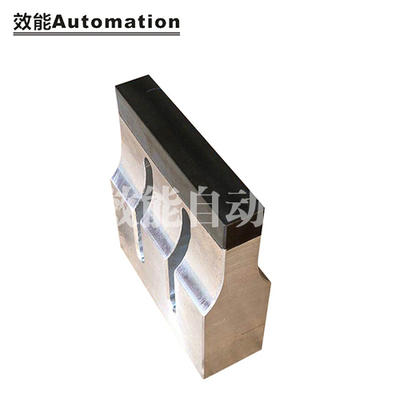
2. コンポーネントと原理 超音波プラスチック溶着機
超音波プラスチック溶着機 主に次の部品で構成されています: 発電機、空気圧部品、プログラム制御部品、トランスデューサ部品。発電機の主な機能は、電子回路を使用して50HZの電力周波数を高周波(20KHZなど)の高電圧波に変換することです。
空気圧部品の主な機能は、加工プロセス中に加圧や圧力維持などの圧力作業を完了することです。プログラム制御部は、マシン全体のワークフローを制御し、一貫した処理結果を実現します。トランスデューサ部は、発生器から発生した高圧電波を機械振動に変換し、伝達・増幅して加工面に到達させます。