英语
英语 日语
日语 中文简体
中文简体 超音波プラスチック溶着機 固相溶接法です。溶接部間の接続は、音響システムの高周波弾性振動とワークピース間の静圧のクランプ効果によって実現されます。プラスチック製品を溶接する超音波プラスチック溶接機は、接着剤、フィラー、溶剤を追加する必要がなく、多くの熱を消費せず、操作が簡単で、溶接速度が速く、溶接強度が高く、生産効率が高い.したがって、熱可塑性樹脂とその複合材料が広く使用されているため、超音波溶接技術がますます広く使用されるようになっています。超音波溶接機は、「カット」を避けるためにこれらに注意を払う必要があります。
超音波溶着機を選ぶときは、自分の状況に応じて次の点に注意してください。
1.超音波溶接機に自動周波数追跡技術があるかどうか
超音波溶着機 通常、自動周波数追跡技術はなく、静的振動周波数を調整するには周波数調整ボタンが必要です。市販の一般的な超音波溶着機もこのノブを隠しているため、なかなか見つけられません。
2.超音波溶着機の振幅を連続的に調整できるかどうか
ほとんどのメーカーでは、振幅を調整する方法が 2 つしかありません。 1. 変速機のタップを交換し、3 つのギアに分割します。ホーンスケールを変更すると、振幅が機械的に増加します。振幅が大きすぎると、システムにストレスがかかり、溶接結果が低下します。振幅装置を連続的に調整することにより、さまざまな溶接プロセスを実現できます。例えば、アルミ箔を溶接する装置は、銅箔を溶接したり、さまざまな厚さの金属ワークピースを溶接したりできます。これは、超音波溶接機の振幅と溶接パラメータを調整することで実現できます。
3. 超音波溶着機の仕組み
ほとんどのメーカーは時間制御といくつかのエネルギー制御モードを備えていますが、センサーの実際の電流ではなく、超音波溶接機全体の力として人のエネルギーを検出するため、一部の技術パラメーター自体があいまいです。したがって、制御はありません。多くの場合、メーカーが検出したエネルギーは正しくありません。
4. 超音波溶着機センサー
現在、国内メーカーのセンサーにはスピーカーが搭載されているものがほとんどで、自作のスピーカーとデータソフト演算を組み合わせる方式を採用し、インピーダンスアナライザーでメリットとデメリットを検証するものもあります。超音波溶接機は通常、センサーの購入に使用され、インピーダンス値は 8 ~ 12 兆、品質係数 Qm は 3000 ~ 5000、負荷溶接能力はわずか 2kW であり、金属溶接の要件を満たすには不十分です。金属溶接センサーの動的インピーダンスは 2 オーム未満です。これらの問題は、超音波溶着機を購入する際に「カット」されないように注意する必要があります。プラスチック溶接機の動的インピーダンスは約 10 オームです。
5. 超音波溶接機の全体的な性能を確保するために、サンプルを溶接しました。これは、溶接された試験片の引張特性と電気特性をテストすることで判断できます。国内市場での金属溶接機の出力は約 5KW で、一部のメーカーは 8KW、10KW、12KW などの誤った基準を設定しています。
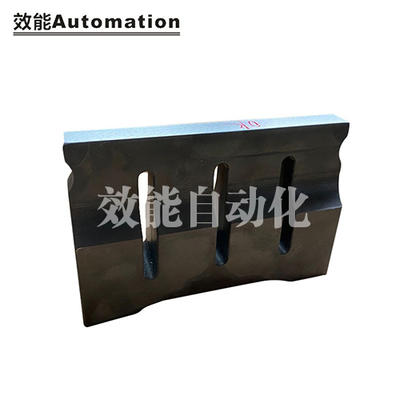
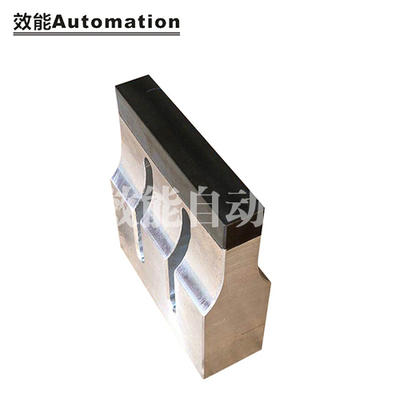
15KHZ6000W 超大型超音波溶着機
15KHZ6000W 超大型超音波溶着機
本体材質
精密鉄骨
電気ボックス
板金シェルドットマトリックススクリーン
周波数
15~20KHz
パワー
1000~3500W
空気圧
0. 1-0. 7MPa